
Системы впрыска бензиновых двигателей
Двигатели с системами впрыска топлива, или инжекторные двигатели, почти вытеснили с рынка карбюраторные моторы. На сегодняшний день существует несколько типов систем впрыска, отличающихся устройством и принципом работы. О том, как устроены и работают различные типы и виды систем впрыска топлива, читайте в этой статье.
Устройство, принцип работы и типы систем впрыска топлива
Сегодня большинство новых легковых автомобилей оснащаются двигателям с системой впрыска топлива (инжекторными двигателями), которые обладают лучшими характеристиками и более надежны, чем традиционные карбюраторные моторы. Об инжекторных двигателях мы уже писали (статья «Инжекторный двигатель»), поэтому здесь рассмотрим лишь типы и разновидности систем впрыска топлива.
Существует два принципиально разных типа систем впрыска топлива:
– Центральный впрыск (или моновпрыск);
– Распределенный впрыск (или многоточечный впрыск).
Эти системы отличаются количеством форсунок и режимами их работы, однако принцип работы у них одинаков. В инжекторном двигателе вместо карбюратора установлена одна или несколько топливных форсунок, которые распыляют бензин во впускной коллектор или непосредственно в цилиндры (воздух для образования топливно-воздушной смеси подается в коллектор с помощью дроссельного узла). Такое решение позволяет достичь однородности и высокого качества горючей смеси, а главное — несложной установки режима работы двигателя в зависимости от нагрузки и других условий.
Управление системой осуществляется специальным электронным блоком (микроконтроллером), который собирает информацию с нескольких датчиков и мгновенно изменяет режим работы двигателя. В ранних системах эту функцию выполняли механические устройства, однако сегодня двигатель полностью находится под контролем электроники.
Системы впрыска топлива отличаются по количеству, месту установки и режиму работы форсунок.
Центральный впрыск (моновпрыск)
1 — цилиндры двигателя;
2 — впускной трубопровод;
3 — дроссельная заслонка;
4 — подача топлива;
5 — электрический провод, по которому к форсунке поступает управляющий сигнал;
6 — поток воздуха;
7 — электромагнитная форсунка;
8 — факел топлива;
9 — горючая смесь
Это решение было исторически первым и самым простым, поэтому в свое время получило довольно широкое распространение. Принципиально система очень проста: в ней используется одна форсунка, которая постоянно распыляет бензин в один на все цилиндры впускной коллектор. В коллектор же подается и воздух, поэтому здесь образуется топливно-воздушная смесь, которая через впускные клапаны поступает в цилиндры.
Преимущества моновпрыска очевидны: эта система очень проста, для изменения режима работы двигателя нужно управлять только одной форсункой, да и сам двигатель претерпевает незначительные изменения, ведь форсунка ставится на место карбюратора.
Однако моновпрыск имеет и недостатки, в первую очередь — эта система не может обеспечить все возрастающие требования по экологической безопасности. Кроме того, поломка одной форсунки фактически выводит двигатель из строя. Поэтому сегодня двигатели с центральным впрыском практически не выпускаются.
Распределенный впрыск
1 — цилиндры двигателя;
2 — факел топлива;
3 — электрический провод;
4 — подача топлива;
5 — впускной трубопровод;
6 — дроссельная заслонка;
7 — поток воздуха;
8 — топливная рампа;
9 — электромагнитная форсунка
В системах с распределенным впрыском используются форсунки по числу цилиндров, то есть у каждого цилиндра — своя форсунка, расположенная во впускном коллекторе. Все форсунки объединены топливной рампой, через которую в них подается топливо.
Существует несколько разновидностей систем с распределенным впрыском, которые отличаются режимом работы форсунок:
– Одновременный впрыск;
– Попарно-параллельный впрыск;
– Фазированный спрыск.
Одновременный впрыск. Здесь все просто — форсунки, хоть и расположены во впускном коллекторе «своего» цилиндра, но открываются в одно время. Можно сказать, что это усовершенствованный вариант моновпрыска, так как здесь работает несколько форсунок, но электронный блок управляет ими, как одной. Однако одновременный впрыск дает возможность индивидуальной регулировки впрыска топлива для каждого цилиндра. В целом, системы с одновременным впрыском просты и надежны в работе, но по характеристикам уступают более современным системам.
Попарно-параллельный впрыск. Это усовершенствованный вариант одновременного впрыска, он отличается тем, что форсунки открываются по очереди парами. Обычно работа форсунок настроена таким образом, чтобы одна из них открывалась перед тактом впуска своего цилиндра, а вторая — перед тактом выпуска. На сегодняшний день этот тип системы впрыска практически не используется, однако на современных двигателях предусмотрена аварийная работа двигателя именно в этом режиме. Обычно такое решение используется при выходе из строя датчиков фаз (датчиков положения распредвала), при котором невозможен фазированный впрыск.
Фазированный впрыск. Это наиболее современный и обеспечивающий наилучшие характеристики тип системы впрыска. При фазированном впрыске число форсунок равно числу цилиндров, и все они открываются и закрываются в зависимости от такта. Обычно форсунка открывается непосредственно перед тактом впуска — так достигаются лучший режим работы двигателя и экономичность.
Также к распределенному впрыску относят системы с непосредственным впрыском, однако последний имеет кардинальные конструктивные отличия, поэтому его можно выделить в отдельный тип.
Непосредственный впрыск
Системы с непосредственным впрыском наиболее сложные и дорогие, однако только они могут обеспечить наилучшие показатели по мощности и экономичности. Также непосредственный впрыск дает возможность быстро изменять режим работы двигателя, максимально точно регулировать подачу топлива в каждый цилиндр и т.д.
В системах с непосредственным впрыском топлива форсунки установлены непосредственно в головке, распыляя топливо сразу в цилиндр, избегая «посредников» в виде впускного коллектора и впускного клапана (или клапанов).
Такое решение довольно сложно в техническом плане, так как в головке цилиндра, где и так уже расположены клапаны и свеча, необходимо разместить еще и форсунку. Поэтому непосредственный впрыск можно использовать только в достаточно мощных, а поэтому больших по габаритам двигателях. Кроме того, такую систему невозможно установить на серийный двигатель — его приходится модернизировать, что связано с большими затратами. Поэтому непосредственный впрыск сегодня используется только на дорогих автомобилях.
Системы с непосредственным впрыском требовательны к качеству топлива и нуждаются в более частом техническом обслуживании, однако они дают существенную экономию топлива и обеспечивают более надежную и качественную работу двигателя. Сейчас наблюдается тенденция снижения цены машин с такими двигателями, поэтому в будущем они могут серьезно потеснить автомобили с инжекторными двигателями других систем.
Другие статьи
Винты, болты и гайки, разложенные по столу или в пластиковой емкости, легко теряются и повреждаются. Эту проблему при временном хранении метизов решают магнитные поддоны. Все о данных приспособлениях, их типах, конструкции и устройстве, а также о выборе и применении поддонов — читайте в этой статье.
В подвесках грузовых автомобилей, автобусов и другой техники предусмотрены элементы, компенсирующие реактивный момент — реактивные штанги. Соединение штанг с балками мостов и рамой осуществляется с помощью пальцев — об этих деталях, их типах и конструкции, а также о замене пальцев читайте в статье.
Многие модели автомобилей МАЗ оснащаются приводом выключения сцепления с пневматическим усилителем, важную роль в работе которого играет клапан включения привода. Все о клапанах включения привода сцепления МАЗ, их типах и конструкции, а также о подборе, замене и ТО данной детали — узнайте из статьи.
При ремонте поршневой группы двигателя возникают сложности с установкой поршней — выступающие из канавок кольца не позволяют поршню свободно войти в блок. Для решения этой проблемы используются оправки поршневых колец — о данных приспособлениях, их типах, конструкции и применении узнайте из статьи.
Как работает система впрыска топлива

Чтобы механизм работал плавно и эффективно, ему требуется нормативное количество смеси топлива и воздуха.
Система впрыска топлива

В автомобилях с двигателями, работающими на топливе из нефти, используются системы непрямого сгорания топлива. Топливный насос подает бензин в двигательный отсек, откуда оно впрыскивается во впускной коллектор с помощью форсунки. Для каждого цилиндра предусмотрена своя форсунка, однако в некоторых случаях одна или две форсунки стоят во впускном коллекторе.
На протяжении долгих лет подача смеси топлива и воздуха регулировалась карбюратором, который является далеко не совершенным устройством.
Основным недостатком карбюратора, установленного на двигателе с четырьмя цилиндрами, является то, что он не может делить смесь топлива и воздуха на равные порции, т.к. одни цилиндры находятся от него дальше, чем другие.
Проблема отчасти решается сдвоенным карбюратором, однако его сложно правильно настроить. Именно поэтому в настоящее время производители оснащают свои автомобили инжекторными системами подачи топлива, способными четко отмерять порции. Такие системы обладают большей мощностью и эффективностью, чем карбюраторные. Кроме того, они экономичны и выбрасывают в атмосферу меньше вредных веществ.
Системы впрыска дизельного топлива
Системы впрыска топлива в автомобилях, работающих на бензиновых двигателях, относятся к системам непрямого сгорания, т.е. топливо впрыскивается во впускной коллектор или впускное отверстие, а не в камеру сгорания. Таким образом перед попаданием в камеру бензин равномерно смешивается с воздухом.
Тем не менее, во многих дизельных двигателях используются системы прямого впрыска, т.е. топливо подается непосредственно в цилиндр, заполненный сжатым воздухом. В системах непрямого впрыска топливо подается в специальную предкамеру, соединенную с головкой блока цилиндров узким каналом.
В цилиндр втягивается только воздух, который благодаря сжатию разогревается до такой степени, что топливо, впрыскиваемое в конце такта, самовоспламеняется.
Первичное впрыскивание
Современные системы впрыска бензина являются непрямыми. Специальный насос подает сжатое топливо из топливного бака в двигательный отсек, где (опять же, под давлением) оно распределяется по цилиндрам.
В зависимости от особенностей конкретной системы, топливо подается во впускной коллектор или отверстие с помощью форсунки, которая похожа на распылитель, извергающий мелкие брызги топлива. Проходя через впускной коллектор или отверстие, топливо смешивается с воздухом, а затем поступает в камеру сгорания.
В некоторых автомобилях топливо поступает в каждый цилиндр через отдельную форсунку. Это сложный и затратный метод, поэтому чаще используются системы одноточечного впрыска, т.е. одна форсунка распределяет топливо по всем цилиндрам. И наконец, существуют системы, в которых одна форсунка питает пару цилиндров.
Форсунки
Форсунки, через которые происходит впрыск топлива, имеют винтовую форму и распылитель, который ведет во впускной коллектор или головку блока цилиндров и расположен под углом так, чтобы поток топлива был направлен на впускной клапан.
В зависимости от типа системы впрыска форсунки бывают двух видов. В первом случае используется метод непрерывной подачи, т.е. топливо впрыскивается во впускное отверстие все время, пока работает двигатель. Иными словами, форсунка работает как распылитель, который разделяет поток топлива на капли, и фактически не регулирует его. Количество распыляемого топлива увеличивается или уменьшается с помощью механического или электронного командного модуля, т.е. владелец автомобиля просто открывает и закрывает кран.
В системах прерывистого впрыска топливо поставляется отдельными порциями, причем моменты подачи совпадают с тактами впуска цилиндра. Как и в случае с системами непрерывной подачи, системы прерывистого впрыска управляются с помощью механических или электронных командных модулей.
В старейших системах использовались механические модули, которые управляли потоком топлива с помощью механических деталей. Недостатком таких систем являлась их сложность и большая нагрузка на двигатель.
В настоящее время вместо механических систем управления впрыском используются электронные. Они сравнительно дешевы и обладают большей надежностью.
Типы форсунок
В зависимости от типа системы впрыска (механическая или электронная), форсунки могут быть двух видов.
В механических системах форсунка закрывается пружиной и открывается под давлением топлива.
Механическая форсунка

Форсунки в электронных системах закрываются с помощью пружин, подобно механическим, а открываются магнитами, встроенными в корпус. Электронный модуль управления определяет время, в течение которого форсунка остается открытой.
Электронная форсунка

Механические системы впрыска топлива
Механическая система впрыска топлива Lucas

В системе Lucas топливо, которое находится под высоким давлением, направляется из бака в аккумулятор, а затем в дозатор, посылающий порции на форсунки, подающие топливо во впускные отверстия.
Поток воздуха управляется возвратной заслонкой, которая открывается при нажатии педали газа. При увеличении потока дозатор автоматически увеличивает порцию топлива, подаваемого на форсунки, чтобы соотношение топлива и воздуха оставалось неизменным.
При холодном запуске двигателя регулятор состава смеси или (в более поздних моделях) микропроцессор включает форсунку холодного пуска, которая подает дополнительную порцию топлива, увеличивая концентрацию смеси. Как только двигатель разогреется до нужной температуры, термореле автоматически выключает форсунку холодного пуска.
Многие производители использовали механические системы подачи топлива в высококачественных спорткарах и седанах 1960-1970-х гг. В частности, при производстве британских автомобилей (например, Triumph TR6 и 2500) использовалась система прерывистого впрыска Lucas.
Топливный насос с электрическим приводом, расположенный рядом с баком, нагнетает топливо под давлением 7 атм. в аккумулятор, который представляет собой емкость для краткосрочного хранения топлива и поддерживает давление на нужном уровне. Кроме того, аккумулятор сглаживает толчки, производимые насосом.
Из аккумулятора сквозь фильтр с бумажными элементами топливо поступает в устройство для замера расхода топлива, также известное как дозатор. Дозатор работает от распределительного вала и, в соответствии со своим названием, отмеряет порции топлива для цилиндров.
Каждая порция ограничивается возвратной заслонкой, которая расположена в системе впуска воздуха. Движение заслонки зависит от силы потока воздуха – чем они сильнее, тем больше топлива нужно цилиндрам. При поднятии заслонки меняется положение челночного клапана в дозаторе, и объем порций увеличивается.
Покинув дозатор, топливо отправляется в форсунки, а затем распыляется во впускное отверстие, расположенное в головке блока цилиндров. Каждая форсунка обладает пружинным клапаном, который удерживается в закрытом положении за счет давления пружины. Клапан открывается только при распылении топлива.
При холодном запуске нельзя отделить часть воздушного потока, чтобы увеличить концентрацию смеси, как в случае с карбюратором, Поэтому положение челночного клапана, расположенного в дозатор, регулируется с помощью устройства ручного управления, расположенного на панели и напоминающего рукоятку подсоса. В более поздних моделях устройство ручного управления было заменено микропроцессором. В результате запускается дополнительная форсунка, расположенная в коллекторе, распыляющая добавочную порцию топлива и увеличивающая концентрацию смеси.
Электронные системы впрыска
Электронная система впрыска Bosch

Электронная система полностью управляется микропроцессорными устройствами, которые отвечают за температуру двигателя, состояние дросселя, а также определяют скорость движения, высчитывая частоту впрыскивания и необходимое соотношение воздуха и топлива в смеси.
Основное отличие электронной системы подачи топлива от механической заключается в том, что электронная управляется сложными микропроцессорными устройствами (фактически – мини-компьютерами).
Микропроцессоры получают информацию от датчиков, установленных в двигателе. Датчики измеряют давление воздуха в системе впуска, температуру самого двигателя и его скорость, а также определяют положение педали газа. Все это позволяет точнее вычислять расходы топлива, в то время как механическая система полагается лишь на замеры мощности потока воздуха.
Микропроцессоры обрабатывают полученные данные в соответствии с алгоритмами, заложенными в них производителем, а затем отмеряют необходимое количество топлива, подавая сигнал клапанам (в частности, клапанам форсунок, впрыскивающих топливо во впускное отверстие). Все это происходит за доли секунды, т.е. устройство практически мгновенно отвечает на изменения в температуре, давлении или положении педали газа.
Помимо усовершенствованного контроля подачи топлива электронные системы работают под меньшим давлением (около 2 атм.), т.е. производят меньше шума, чем механические.
Типичным примером электронной системы является Bosch LJetronic, используемая в современных европейских автомобилях. В этой системе топливо извлекается из бака с помощью электрического насоса и подается по трубам к форсункам. Система извлекает из бака больше топлива, чем требуется, и возвращает излишки по кольцевому контуру с помощью регулятора давления, который поддерживает постоянное давление в трубах.
Клапаны форсунок удерживаются в закрытом положении с помощью пружин и при получении сигнала от устройства контроля открываются за счет соленоидов (электромагнитов). Количество впрыскиваемого топлива зависит от того, насколько долго магнит удерживает пружину форсунки.
Управление двигателем
Некоторые комбинированные системы, известные как системы управления двигателем, могут обрабатывать больше информации, чем электронные системы подачи топлива.
Одной из таких систем является Bosch Motronic, которая высчитывает процент кислорода в выхлопных газах. При отклонении от нормы система может отрегулировать зажигание и частоту подачи топлива, чтобы наладить работу двигателя.
В результате соотношение производительности и потребления топлива будет оптимальным, а уровень загрязнения окружающей среды существенно снизится.
Двигательный отсек для впрыска топлива
В подкапотном пространстве автомобиля с системой впрыска топлива содержится много трубок. На картинках изображен моторный отсек Audi 100 с многочисленными переплетенными трубками, которые расположены поверх впускного коллектора и ведут к форсункам. Этот автомобиль обладает двигателем с пятью цилиндрами, поэтому форсунок пять.
Система впрыска топлива: как и что происходит?
Система впрыска топлива – это система , которая подает топливную жидкость в определенном количестве в цилиндры самого двигателя . Такая система используется на моторах и бензиновых , и дизельных , однако технология процесса работы отличается в этих двух случаях : в дизельном двигателе топливная жидкость подается под высоким давлением : соединяясь с раскаленным воздухом она возгорается практически за мгновение . В бензиновом двигателе дело обстоит немного иначе : при подаче топлива появляется топливно — воздушная смесь , возгорающегося в дальнейшем от искры свечи зажигания .
Историческая справка
Сейчас в мире инжекторный ( впрысковый ) двигатель почти совсем вытеснил ставшую устаревшей карбюраторную систему . Но так было не всегда . Впервые систему впрыскивания топлива применяли еще в военной авиации середины прошлого века . Тогда она еще не получила достаточного распространения в автомобилестроении : лишь в 90х годах XX столетия , из — за ухудшившейся экологической ситуации в мире , стало понятно , что в выхлопах карбюратора остается слишком много не догоревшего топлива . Ситуация с экологией стала ухудшаться – объемы выбросов опасных веществ в атмосферу стало носить критический характер . Изменения в машиностроении стали необходимостью и конструкция топливных систем кардинально изменилась со временем . Первыми компаниями , выпустившими автомобили с инжекторной системой , были всем известные : Mercedes — Benz , Volkswagen , BMW , Mitsubishi . Новое решение казалось идеальным , если бы ни одно « но »: эволюционное решение имело один минус – высокие требования к качеству топливным смесям , а при использовании менее качественных смесей появилась опасность выделения оксида азота , что привело привело к значительному усложнению мотора . 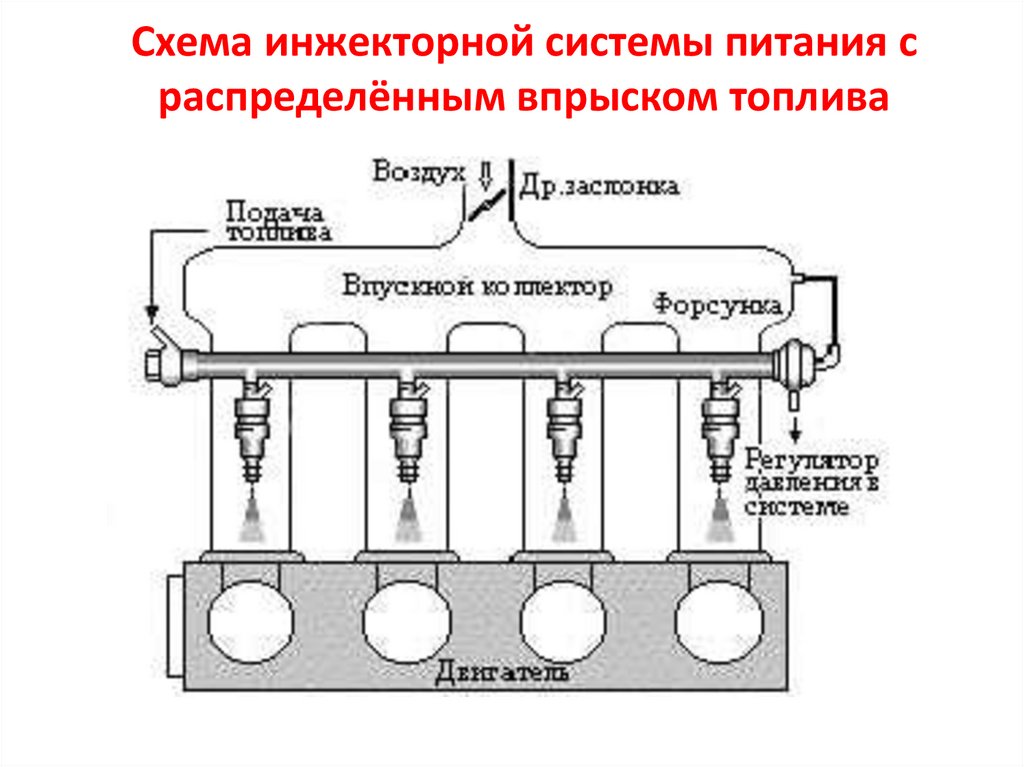
Какие системы бывают
Систему можно классифицировать по точке ее установки , а также по количеству топливных форсунок ( инжекторов ):
- Моновпрыск ( представляет собой одноточечный впрыск ).
Здесь единственная форсунка обслуживает сразу все камеры сгорания . Располагается , чаще всего , на местах самого карбюратора . Надежность в работе и проста : удобно расположена под потоками прохладного воздуха . Однако из — за возросших требований к экологичности ( требуется индивидуальная дозировка топливной смеси к каждому цилиндру ) становится все менее популярна .
- Многоточечный впрыск ( он распределяет определенными траекториями ).
Это дна один цилиндр приходится одна изолированная форсунка . Есть подвиды этой установке :
- Одновременный — Когда все форсунки срабатывают одновременно .
- Параллельно — попарный – парное открывание : перед моментом впуска , осуществляется открывание одной пары .
На сегодняшний день , применяется принцип фазированного впрыска , а параллельно — попарный чаще применяется при запуске в аварийном состоянии , когда некорректно работают датчики фаз .
- Фазированный — все форсунки контролируются под индивидуальным управлением они открывается в начале самого впуска .
- Непосредственный — впрыскивание топливной жидкости производится напрямую в цилиндр .
Достоинства
Инжекторы имеют достаточно много плюсов :
За счет дозированной подачи топлива уменьшается его расход . Даже в системах первых серий автомобилей , расход топлива в сравнении с карбюраторными уменьшается в среднем на 30 — 40 %. В современном мире разница увеличивается до двух раз у автомобилей схожей массы и рабочего объема .
- Повышение мощности двигателя .
Происходит особенно сильно на низких оборотах . Общее повышение составляет 7 — 10 % за счет более качественного наполнения цилиндров и более оптимального угла опережения зажигания .
- Экологичность .
Благодаря появлению датчиков по параметрам выхлопов , контролируется снижение токсичности .
- Упрощение и автоматизация запуска двигателя .
- Повышение динамических свойств автомобиля .
Возможности управления двигателем расширяются за счет моментальной реакции системы впрыскивания на каждую изменившуюся нагрузку .
- Независимость от погодных условий .
Как известно , карбюратор зависит от уровня атмосферного давления ( например , в горах ), что совершенно отсутствует у инжектора . В том числе под сильным наклоном влияния на работу инжектора не ощущается , что нельзя сказать о карбюраторе ( при повороте 15 градусов могут появиться перебои в работе ).
- Отсутствие необходимости в периодическом обслуживании .
Удобство инжекторной подаче топлива состоит в том , что имеются достаточно много возможностей для настройки параметров собственноручно , владельцем транспорта . По этой причине , единственное , что может потребоваться – это замена элементов , вышедших из строя .
- Повышенная защита от угона .
Блок электрических систем двигателем настроен так , что подача топливной смеси в мотор не будет осуществляться без полученного позволения от иммобилайзера .
- Нет сбора горючей смеси в выпускном тракте . Нет опасности попадания пламени во впускной тракт и последующего его возгорания при некорректной работе системы зажигания ( звук , похожий на хлопки , а в дальнейшем пожар или нарушение систем питания ). Благодаря тому , что в инжекторах горючее поступает лишь в момент открывания форсунки нужного цилиндра , топливо не может накопиться в каллекторе .
- Способность изменить высоту капота . В результате того , что система впрыска располагается не поверх двигателем , а по его бокам , появляется возможность понижения уровня капота , чего не скажешь о карбюраторной системе .
Недостатки
Конечно , и у инжекторной системы есть некоторые недостатки . Но с течением времени многие из них стали неактуальны , например высокая стоимость деталей , пониженная ремонтоспособность , необходимость в специализированном персонале при обслуживании . С развитием массового машиностроения , повышением надежности , а также возможность диагностики через мобильные устройства , эти проблемы уже в прошлом . Однако некоторые все же остались :
- К составу топлива все также остаются высокие требования .
- Зависимость от электропитания ( у вариантов автомобилей , контролируемых электроникой ).
- Повышенная вероятность пожара при ДТП . За счет подачи топлива под давлением . Для таких случаев работает контроллер , который отключает бензонасос в аварийных ситуациях .
Датчики топливной системы
При разной комплектации автомобиля может отличаться количество датчиков . Устанавливать их все , для нормальной работы , необязательна .
- Датчик кислорода . Он рассчитывает данные по содержанию кислорода в общем объеме отработанных газов .
- Датчик положения коленвала . Автомобиль не заведется при поломки данного датчика . Вы не сможете добраться до сервиса без помощи эвакуатора при неполадках с ДПКВ .
- Датчик массового расхода воздуха Поступающий объем воздуха и его расход двигателем рассчитывается именно этим датчиком .
- Датчик температуры охлаждающей жидкости . Для контроля температурного уровня охлаждающей жидкости , устанавливается данный датчик . Сигнал отправляется на блок управления , но на панели применяется другой датчик .
- Датчик скорости . Подает на приборную панель количество пробега .
- Датчик положения дроссельной заслонки Нагрузка , оказываемая на мотор , рассчитывается этим датчиком .
- Датчик детонации . При определении детонации в автомобиле , включается система ее гашения .
- Датчик фазы . Синхронизирует впрыск топлива . В аварийной ситуации , переводит двигатель на параллельно — попарную подачу горючего .
В итоге можно сказать , что система впрыска топлива сильно продвинулась за последние пятьдесят лет в своем технологическом совершенстве . Конечно , недостатки все еще остались , но однозначно , массовость в машиностроении , экология — все это непосредственно влияет на развитие двигателей автомобилей . Сейчас невероятно актуальна экологическая составляющая нашей планеты , поэтому разработчики автомобильных двигателей не имеют шансов остаться на том же уровне , что и сейчас , не вводя все новые и новые усовершенствованные методы переработки горючей смеси в двигателе .
Система впрыска топлива — схемы и принцип действия
Разные системы и типы впрыска топлива.
Рассмотрим кратко некоторые схемы.
Топливный инжектор — это не что иное, как автоматический контролируемый клапан. Топливные форсунки являются частью механической системы, которая впрыскивает топливо в камеры сгорания через определенный интервал. Топливные инжекторы способны открываться и закрываться много раз в течение одной секунды. В последние годы, использованные ранее для доставки топлива карбюраторы, были практически заменены инжекторами.

- Дроссельно-заслонный инжектор.
Корпус дроссельной заслонки является самым простым типом впрыска. Как и карбюраторы, дроссельно-заслонный инжектор расположен на верхней части двигателя. Такие инжекторы очень сильно напоминают карбюраторы, кроме их работы. Как и карбюраторы, они не имеют миску топлива или жиклеры. В том виде форсунки передают его непосредственно в камеры сгорания.
- Система непрерывного впрыска.
Как и предполагает название, существует непрерывный поток топлива из форсунок. Вход его в цилиндры или трубки контролируется с помощью впускных клапанов. Существует непрерывный поток топлива при переменной ставке в непрерывной инъекции.
- Центральный порт впрыска (ИПЦ).
Эта схема использует особый тип арматуры, так называемые ‘тарелки клапанов’. Тарелками клапанов являются клапаны, используемые для управления входа и выброса топлива к цилиндру. Это распыляет горючее на каждый прием с помощью трубки, прикрепленной к центральному инжектору.
- Мульти-порт или многоточечный впрыск топлива — схема работы.
Один из более продвинутых схем впрыска топлива в наше время называется ‘многоточечный или мульти-порт впрыска’. Это динамический тип впрыска, в котором содержится отдельная форсунка для каждого цилиндра. В мульти-порт системе впрыска топлива все форсунки распыляют его одновременно без каких-либо задержек. Одновременный многоточечный впрыск — это одна из самых продвинутых механических настроек, которая позволяет горючему в цилиндре мгновенно воспламеняться. Следовательно, с многоточечным впрыском топлива водитель получит быстрый отклик.
Современные схемы впрыска топлива являются довольно сложными компьютеризированными механическими системами, которые сводятся не только к топливным форсункам. Весь процесс контролируется с помощью компьютера. И различные детали реагируют в соответствии с данными инструкциями. Существует ряд датчиков, которые адаптируется с помощью посыла важной информации компьютером. Существуют различные датчики, которые контролируют расход топлива, уровень кислорода и другие.
Хотя эта схема топливной системы более сложная, но работа ее разных частей очень уточненная. Она помогает контролировать уровень кислорода и расход топлива, что поможет избежать ненужного расхода горючего в двигателе. Топливная форсунка дает вашему авто потенциал для выполнения задач с высокой степенью точности.
Для разных топливных систем зачастую приходит необходимость для промывки специальным оборудованием.
Сущность схемы непосредственного впрыска в камеру сгорания
Для человека, который не обладает техническим складом ума, разобраться в данном вопросе – задача чрезвычайно сложная. Но все же знание отличий данной модификации двигателя от инжекторной или карбюраторной необходимо. Впервые двигатели с непосредственным впрыском применялись в модели Mercedes-Benz 1954 года выпуска, но большую популярность данная модификация приобрела благодаря компании Mitsubishi под названием Gasoline Direct Injection.
И с тех пор данная конструкция применяется многими известными брендами, такими как:
- BMW,
- Infinity,
- Ford,
- General Motors,
- Hyundai,
- Mercedes-Benz,
- Mazda.
При этом каждая из фирм использует свое название для рассматриваемой системы. Но принцип действия остается одним и тем же.
Росту популярности системы впрыска топлива способствуют показатели ее экономичности и экологичности, так как при ее использовании значительно сокращается выброс вредных веществ в атмосферу.
Основные особенности системы впрыска топлива
Основной принцип работы данной системы состоит в том, что топливо непосредственно впрыскивается в цилиндры двигателя. Для работы системы обычно необходимо наличие двух топливных насосов:
- первый располагается в баке с бензином,
- второй – на двигателе.
Причем второй является насосом высокого давления, иногда выдающим более 100 бар. Это необходимое условие работы, так как топливо поступает в цилиндр на такте сжатия. Высокое давление является основной причиной особого строения форсунок, которые выполняются в виде уплотнительных тефлоновых колец.
Данная топливная система, в отличие от системы с обычным впрыском, является системой с внутренним смесеобразованием с послойным или однородным образованием топливовоздушной массы. Способ смесеобразования изменяется с изменением нагрузки двигателя. Разберемся в работе двигателя при послойном и однородном образовании топливовоздушной смеси.
Работа при послойном образовании топливной смеси
Из-за особенностей строения коллектора (наличия заслонок, которые закрывают низы) перекрывается доступ к низу. На такте впуска воздух поступает в верхнюю часть цилиндра, после некоторого вращения коленчатого вала на такте сжатия происходит впрыск топлива, который и требует большого давления насоса. Далее полученная смесь сносится при помощи воздушного вихря на свечу. В момент подачи искры бензин уже будет хорошо перемешан с воздухом, что способствует качественному сгоранию. При этом воздушная прослойка создает своеобразную оболочку, которая снижает потери и повышает коэффициент полезного действия, тем самым уменьшая расход топлива.
Следует отметить, что работа при послойном впрыске топлива является наиболее перспективным направлением, так как в этом режиме можно достичь наиболее оптимального сгорания топлива.
Однородное образование топливной смеси
В данном случае происходящие процессы понять еще легче. Топливо и необходимый для сгорания воздух почти одновременно попадают в цилиндр двигателя на такте впуска. Еще до достижения поршнем верхней мертвой точки топливовоздушная смесь находится в смешанном состоянии. Образование высококачественной смеси происходит благодаря высокому давлению впрыска. Система переключается с одного режима работы на другой благодаря анализу поступающих данных. Это в результате и приводит к повышению экономичности двигателя.
Основные недостатки впрыска топлива
Все преимущества системы с непосредственным впрыском топлива достигаются только при использовании бензина, качество которого соответствует определенным критериям. В них и следует разобраться. Требования к октановому числу у системы больших особенностей не имеют. Хорошее охлаждение топливовоздушной смеси достигается и при использовании бензинов, имеющих октановые числа от 92 до 95.
Наиболее жесткие требования выдвигаются именно к очистке бензина, его составу, содержанию свинца, серы и грязи. Серы быть вообще не должно, так как ее наличие приведет к скорому износу топливной аппаратуры и выходу из строя электроники. К числу недостатков также следует отнести увеличение стоимости системы. Это вызвано усложнением конструкции, которое в свою очередь приводит к увеличению себестоимости компонентов.
Итоги
Анализируя вышеприведенную информацию, можно с уверенностью сказать, что система с непосредственным впрыском топлива в камеру сгорания является более перспективной и современной, чем впрыск с распределением. Она позволяет существенно повышать экономичность двигателя за счет высокого качества топливовоздушной смеси. Основным недостатком системы является наличие высоких требований к качеству бензина, большая стоимость ремонта и обслуживания. А при использовании бензина низкого качества потребность в более частом ремонте и обслуживании сильно возрастает.
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
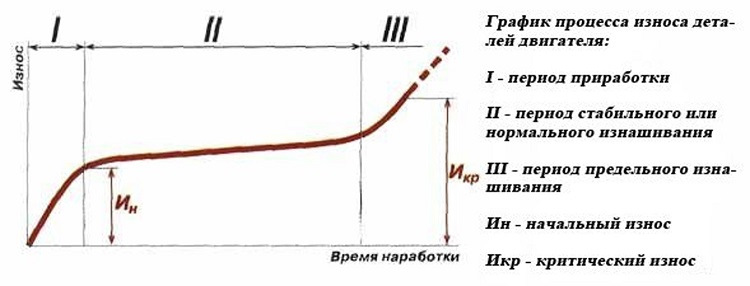
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
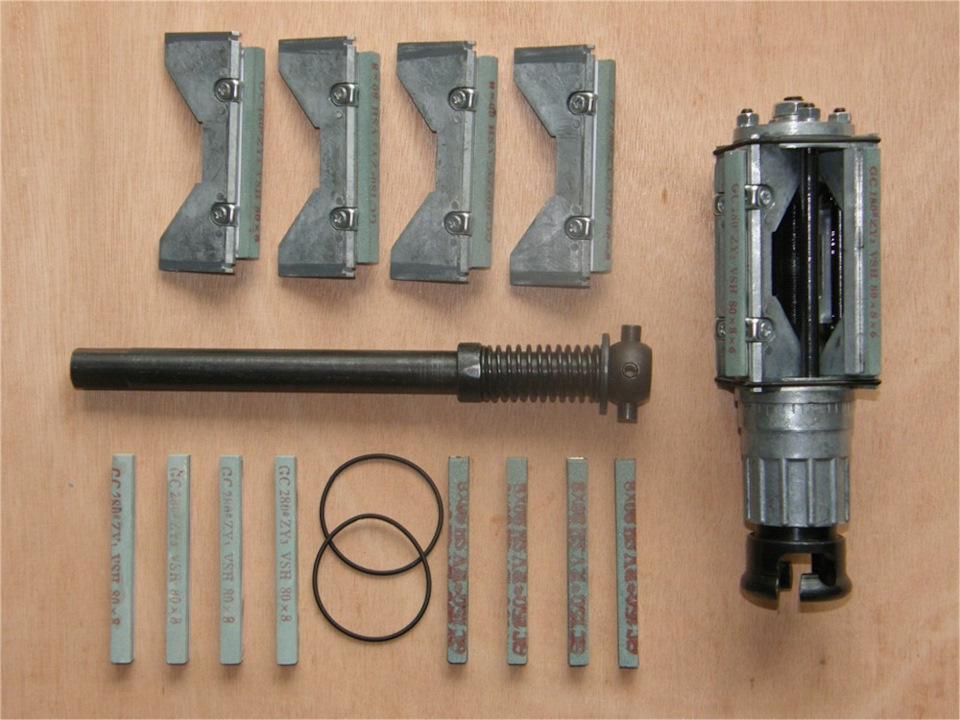
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
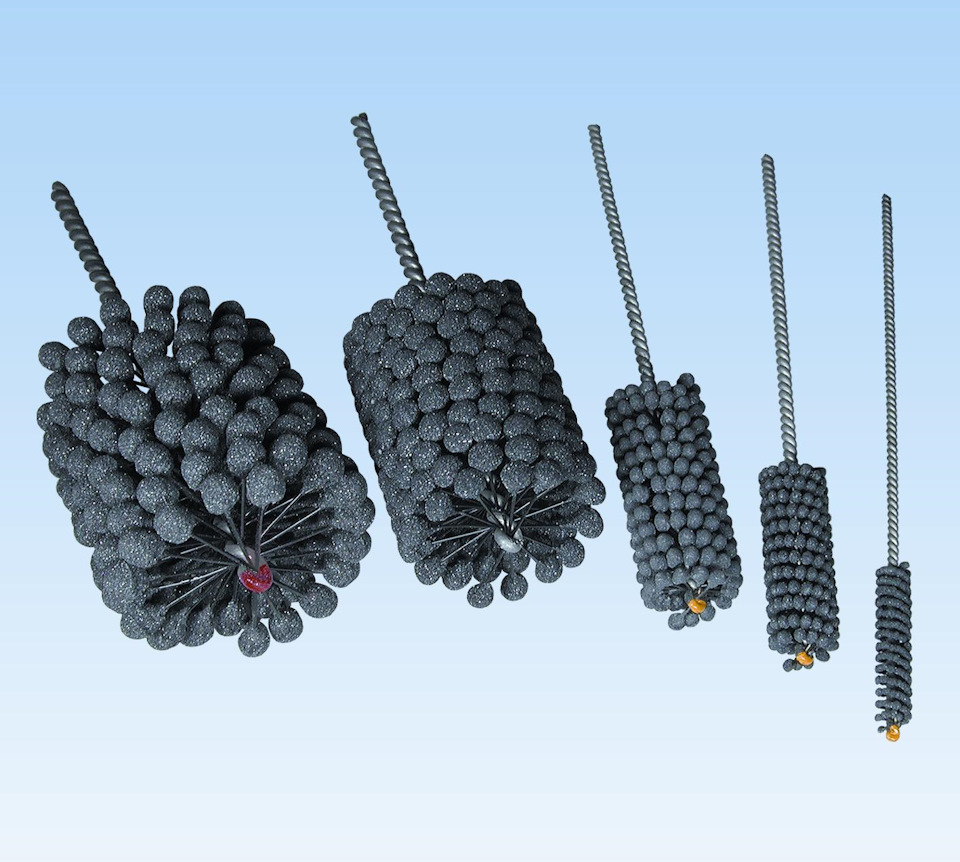
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонинговка циллиндров двигателя. Стоит делать или нет?

Товар по теме:

Присадка в двигатель «Супротек Актив Стандарт»
Для безнаддувных бензиновых двигателей объемом до 1,6 литра. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла на угар, защищает поверхности трения в ЦПГ, и газораспределительном механизме от износа при запуске и перегревах.
Содержание
- Хонинговка блока цилиндров – что это такое
- Когда нужна хонинговка
- Что делать, если в моторе появились задиры
- Если задиры еще совсем небольшие
- Когда присадки не помогают
- Профессиональные услуги
- Как выполняется расточка
- Последствия задиров и варианты решения
Хонинговка блока цилиндров – что это такое

Хонинговка двигателя – операция, когда на стенки цилиндров наносится сеть рисок глубиной на порядок меньше 0,05 миллиметра. Очень важно точно выдержать направление и частоту нанесения рисок. Требование одинаково и тогда обрабатываются предварительно расточенные до нужного размера и отполированные детали.
Правильно хонингованная поверхность имеет определенную степень шероховатости, помогающую удерживать достаточное количество моторного масла. Это обеспечивает защиту от износа и герметичность пары гильза-поршень.

Присадка в двигатель «Супротек Актив Стандарт»
Для безнаддувных бензиновых двигателей объемом до 1,6 литра. Восстанавливает и выравнивает компрессию, снижает расход топлива и масла на угар, защищает поверхности трения в ЦПГ, и газораспределительном механизме от износа при запуске и перегревах.
Когда нужна хонинговка
Невозможно точно сказать, когда мотору понадобится расточка и хонинговка блока цилиндров – все очень индивидуально. Степень износа зависит от ряда факторов: качества бензина и моторного масла, стиля езды, работы охлаждающей системы и других параметров. Как правило, подобный ремонт требуется моторам с пробегом от 100 000 км.
 Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
Профессиональные автослесари-мотористы достаточно точно определяют, когда появились задиры, и мотору требуется хонинговка. Если вы заметите какой-либо из нижеперечисленных признаков, значит, нужно показать автомобиль специалисту:
- выхлоп окрасился в сизый цвет,
- заметно увеличился расход масла,
- на холостом ходу обороты нестабильны,
- снизилась мощность,
Сизый дым появляется, когда поршневое кольцо не может полностью собрать масло с поверхности цилиндра, и оно сгорает вместе с бензином. Это следствие изменившейся геометрии внутреннего канала, по которому двигается поршень. Расход смазки увеличивается по этой же причине.
Провалы на холостом ходу и потеря мощности тоже обусловлены нарушением геометрии изношенного цилиндра. Поршневые кольца уже не так плотно прилегают к стенкам цилиндра блока, появляются микроскопические зазоры, через которые газы прорываются в картер. В камере сгорания падает компрессия, что и становится причиной падения мощности.
Проскальзывающие мимо поршня продукты сгорания, не выполняют полезную работу, просто пролетают в картер. При одинаковой работе такой двигатель расходует больше горючего, чем полностью исправный агрегат. Отсюда повышенный расход топлива.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие

Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской компании «Супротек».
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.

Присадка в моторное масло «Супротек Актив Плюс»
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.

- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.

Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от компании «Супротек». Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Последствия задиров и варианты решения
Повышенный расход масла
Поршневое кольцо не снимает остатки смазки со стенки цилиндра, угар
1. Добавить в масло средство Active Plus от компании Suprotec.
2. Если триботехнический состав не помог,
в запущенных случаях – расточить и хонинговать блок цилиндра.
Сизый цвет выхлопа
Относительно большое количество масла сгорает вместе с топливом, значительный угар
1. Залить в масло триботехнический состав «Супротек Актив Плюс».
2. Если состав не решил проблему, хонинговать цилиндры.
3. В тяжелых случаях – расточить и хонинговать блок цилиндров.
Нестабильная работа двигателя на ХХ
Неплотное сопряжение пары поршень-гильза.
1. Использовать трибосостав Active Plus от компании Suprotec.
2. Если первый пункт не помог – хонингование цилиндра.
3. При большой выработке, глубоких задирах – расточка и хонингование БЦ.
Снижение мощности мотора
Часть газов прорывается сквозь сопряжение поршня с цилиндром, не выполняя полезной работы
1. Добавить в масло средство «Актив Плюс Бензин» от компании «Супротек».
2. Если трибосостав не справился, провести хонинговку цилиндров блока.
3. В запущенных случаях – расточить и хонинговать цилиндры.
Повышенный расход горючего
Прорыв рабочих газов из камеры сгорания сквозь зазоры сопряжения пары «поршень-гильза». Мотору требуется больше топлива для достижения нужной мощности
1. Использовать триботехническое средство «Супротек Актив Плюс».
2. Если первый пункт не решил проблему – осуществить хонингование цилиндров блока.
3. В запущенных случаях применить расточку и хонингование БЦ.
Надеемся, наша статья помогла разобраться, нужна ли вашему «стальному коню» хонинговка цилиндров. Рекомендуем внимательно следить за состоянием двигателя, ведь это «сердце» автомобиля, без которого «ласточка» превращается в груду металла.
Зачем нужно хонингование цилиндров двигателя
 Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование. Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование. Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.

С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования

Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
Требования к процессу и оборудованию

Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели

Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели

Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
Обработка хоном зернистостью 150.
Обработка хоном зернистостью 300-500.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Хонинговка цилиндров
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.

Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
качество бензина, который вы используете;
качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
страдает мощность двигателя;
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
уменьшению мощности мотора;
повышению расхода бензина и моторного масла;
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.
Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Как правильно делается хонингование цилиндров двигателя

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора

Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Хонингование цилиндров: что это такое?
Что такое хонингование цилиндров двигателя
Хонингование мотора это завершающая процедура после выполнения капитального ремонта силового агрегата. Она похожа на притирку и полировку, только по сравнению с ними имеет больше эффективности.
Если посмотреть на поверхность цилиндров после выполнения процедуры, то на ней будут четко видны мелкие риски в виде мелкоячеистой сетки. Большинство современных ДВС проходят такую обработку на заводе.

Мастер должен выполнить хонингование так, чтобы направление, частота и глубина рисунка было максимально выверено. Так как это завершающий этап ремонта двигателя, то его производят уже после основных работ, например, если нужна расточка цилиндров для установки поршней с увеличенным диаметром.
После основных ремонтных работ цилиндр имеет красивую идеально гладкую поверхность. Чтобы нанести нужный рисунок, мастер использует тот же токарный станок, что и при расточке с полировкой, только применяет хон – специальную насадку. Она создает требуемую структуру рисунка с нужной глубиной.
После хонинговки пара поршень-гильза будет требовать меньше времени на притирку, чем просто после ремонтной расточки. Вот какие факторы могут свидетельствовать о необходимости в данной процедуре:
- Начала падать компрессия (о том, как ее измерить самостоятельно, рассказано отдельно);
- Мотор начал расходовать больше масла. Помимо снижающегося уровня в поддоне из выхлопной трубы появится синий дым (дополнительно о причинах этого явления также рассказывается в отдельном обзоре);
- Мощность двигателя заметно снизилась;
- Плавающие обороты на холостом ходу.
Нельзя с точностью сказать, в какой момент двигатель конкретного автомобиля потребует капитального ремонта (этот вопрос рассматривается через призму капиталки, потому что отдельно хонинговать блок цилиндров экономически не оправдано). На это влияет слишком много переменных, например, стиль езды, какое моторное масло и топливо использует владелец транспортного средства, а также других факторов.
Стоит обратить внимание, что все перечисленные признаки являются косвенными. Каждый из них может свидетельствовать так же и о других неисправностях в моторе, системе подачи топлива, турбине и т.д.
Чаще всего подобные проблемы при исправных сопутствующих системах возникают в машинах с большим пробегом – не менее 100 тысяч. За это время в цилиндропоршневом механизме образуется определенная выработка.
Например, расстояние от стенки цилиндра до маслосъемного кольца увеличивается настолько, что масло уже не способно создать масляный клин. По этой причине смазка остается на поверхности, а при контакте с бензином или дизтопливом растворяется, из-за чего воздушно-топливная смесь содержит посторонние вещества. Сгорая, они образуют сизую копоть.
Помимо неприятного выхлопа автомобиль с подобной проблемой значительно сбавляет в мощности из-за низкой компрессии. При выполнении такта выпуска часть отработанных газов просачиваются между кольцами и стенкой цилиндров, попадают в картер двигателя. Так как водитель будет заставлять силовой агрегат работать в привычном режиме, заметно подскочит расход горючего.
Это лишь некоторые причины, по которым потребуется работа по капитальному ремонту агрегата. Когда мастер будет выполнять все нужные процедуры (расточка цилиндра до соответствующего ремонтного размера), можно попросить сделать и хонинговку.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
- качество бензина, который вы используете;
- характер езды;
- продолжительность поездок;
- качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
- выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
- объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
- страдает мощность двигателя;
- нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Основное назначение хонингования
Назначение данной операции заключается в следующем. Микрорисунок создает небольшую шероховатость на зеркале цилиндра. Она нужна для того, чтобы смазочный материал задерживался на поверхности.
Всем известно, что масло в цилиндропоршневом механизме нужно для того, чтобы снизить трение между кольцами и стенками цилиндров, а также обеспечить нужное охлаждение деталей при возникновении термических нагрузок.
В силовом агрегате, отработавшем свой ресурс, геометрия цилиндров изменяется, из-за чего снижается производительность мотора. Внутренняя часть цилиндров со временем получает задиры и шероховатость, отличающуюся от изначального параметра, выполненного на заводе.
Эти повреждения устраняются, если расточить цилиндры. Если подобная процедура уже проводилась, то размер цилиндра будет соответствовать уже не первой, а второй ремонтной величине. После того, как операция была выполнена, нужно при помощи хона сделать соответствующие насечки.
Помимо улучшения смазки поверхности цилиндров у хонингования есть еще одна цель. Эта процедура устраняет бочкообразную или конусную форму, если они образовались в процессе увеличения диаметра.
Хонингование мотора обеспечивает максимальную точность шероховатости, что сложнее достигается при помощи полировки или притирки. Чтобы впоследствии подобного ремонта ДВС обладал нужным показателям, размер ячеек и глубина насечек должна соответствовать заводским стандартам. О том, как правильно выполняется процедура, а также о нормах поговорим немного позже.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
- уменьшению мощности мотора;
- повышению расхода бензина и моторного масла;
- потере компрессии.
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
- улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
- сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
- максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.
Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Что делать, если в моторе появились задиры
Сейчас сосредоточимся на том, возможно ли удалить дефект, если образовалась задира, но без разбора блока цилиндров. Конечно, эту проблему без визуального подтверждения крайне сложно диагностировать. Самым распространенным фактором при этом является потеря мощности и компрессии двигателя. Как уже говорилось, этот симптом также характерен для прогара клапанов или сбоя в топливной системе.
Если все эти причины устранены, но нужного результата не были получены, тогда большая вероятность, что в цилиндре (с низкой компрессией) образовалась задира. Эту неисправность нельзя игнорировать, потому что даже незначительная проблема очень скоро причинит сильный износ пары поршень-цилиндр.
Если задиры еще совсем небольшие
Первое, что можно попробовать сделать, прежде чем приступать к разборке двс, это использовать средство, которое имеет триботехнический состав. Это вещество, которое при определенных условиях на металлической поверхности создает прочную пленку, предотвращая повышение силы трения между поврежденными деталями.
Такие средства добавляются в масло для мотора. Присадка начинает действовать в зависимости от особенностей состава. На сегодняшний день существует большое разнообразие подобных средств. Один из таких составов – Suprotec Active Plus, который изготавливает отечественная компания.
Присадка Супротек Актив Плюс в масло двигателя
Особенность данной продукции заключается в том, что трибосостав актив плюс восстанавливает поверхность, если стенка цилиндра имеет небольшие повреждения (износ не должен превышать несколько десятых доли миллиметра).
Чтобы состав супротек имел положительный эффект, нужно следовать рекомендациям производителя. Если восстановление мотора будет выполняться с нарушением этих требований, вещество не сработает.
Достоинство данной присадки в том, что превышение дозировки не причинит вред агрегату. Правда, и эффекта от нее тоже не будет. По этим причинам нужно серьезно подходить к этому этапу. Если были соблюдены все требования производителя, но желанного результата не наблюдается, значит, проблема более серьезная.
Когда присадки не помогают
Ни одна присадка не поможет устранить крупные задиры. В этом случае потребуется только полная разборка силового агрегата, растачивание цилиндров и последующее хонингование их поверхности. Сам этап нанесения соответствующей насечки не трудоемкий. Сложнее сделать другие ремонтные работы. Единственное важное условие – тот, кто будет выполнять ремонт, должен разбираться в тонкостях особенно завершающего этапа обработки двигателя.
Знания слесарного дела пригодятся для того, чтобы в точности выдержать равномерность и угол наклона образовавшихся насечек. В гаражных условиях для этого используется специальный абразивный ерш. На более профессиональном уровне хон выглядит в виде стержня, который с одной стороны вставляется в патрон токарного станка, а с другой стороны оснащен тремя брусками с соответствующим материалом, способным оставить после себя микроскопические царапинки.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Требования к процессу и оборудованию
Для равномерности насечки требуется плавное движение шлифовальной насадки внутри цилиндра. Если используется токарный станок, то следует наловчиться плавно перемещать кучку патрона. Чаще в гаражных условиях используется специальный ершик. Скорость, усилия и плавность движений уже зависят от физических способностей мастера. Если он неоднократно выполнял подобную процедуру, ему легче будет создать точный рисунок. Но он все равно будет отличаться от эффекта после применения технических средств.
Для выполнения процедуры потребуется уровень и направляющая рейка. Эти приспособления смогут помочь создать равномерный рисунок с правильным углом. Если мастер собьется, он испортит узор, из-за чего ему придется все переделывать.
Еще одним важным условием при хонинговке мотора является стабильная смазка поверхности. Для этого пригодится керосин или его смесь с маслом. Эта жидкость будет смывать мелкую стружку, которая помешает в создании подходящей шероховатости.
После выполнения работ блок нужно помыть при помощи мыльного раствора. Это удалит все мелкие частицы, предотвратив их появление в полостях агрегата после его сборки. После блок нужно высушить и обработать антикоррозионным маслом.
Когда мотор будет собран, прежде чем на него будет даваться привычная нагрузка, должна выполниться приработка цилиндропоршневой группы. Это позволит притереться деталям друг к другу. В этот период двс будет нуждаться в более щепетильном подходе к замене масла и использованию качественного топлива.
Для более щадящей притирки можно воспользоваться тем же триботехническим веществом Супротек плюс. В некоторых случаях хонинговку можно выполнить без расточки цилиндров. Если повреждения незначительны, и достаточно только этой операции, мотор можно даже не снимать с машины.
Технология хонингования цилиндров
Весь процесс проходит в две фазы. Во время первой используется более крупный абразив. Этот этап называется черновым. Финишный этап требует уже мелкозернистого инструмента. Он одновременно доводит поверхность цилиндров до идеального соотношения гладкости и шероховатости.
Раньше для данного процесса использовались керамические абразивы, закрепленные на брусках. На сегодняшний день зарекомендовали себя алмазные аналоги. Причина тому – большая устойчивость материала к длительной механической нагрузке.
Современное оборудование оснащается хонами, которые способны изменять диаметр. Такая технология позволяет избежать расточки цилиндров на токарных станках. После выполнения обработки диаметр цилиндра может незначительно измениться, но в допустимых ремонтных пределах.
Немного внимания следует уделить обработке двух разных типов двигателей. Ремонт гильзовых модификаций немного отличается от идентичной процедуры для безгильзовых аналогов.
Безгильзовые двигатели
Проще всего хонинговать классические безгильзовые моторы. Для этого блок демонтируется и устанавливается на станок. Корпус зажимается, на хоне выставляется требуемый параметр и подводится охлаждающая жидкость.
В зависимости от того, какой инструмент используется, а также до каких пределов нужно выполнять обработку, время на операцию будет отличаться. Мастеру важно убедиться, что патрон будет перемещаться в строго вертикальном направлении, а блок закреплен максимально прочно, чтобы он не шатался.
Результат хонинговки контролируется нутромером (инструмент, который замеряет внутренний диаметр по всей длине изделия). В более серьезных мастерских даже используются приборы, определяющие уровень шероховатости обработанной поверхности.
Гильзовые двигатели
Особенность таких моторов в том, что капитальный ремонт в них немного упрощен. Автовладелец приобретает комплект гильз для блока конкретного силового агрегата. Важно убедиться, что эти запчасти прошли процесс хонингования. В противном случае изделие не прослужит длительное время.
Когда покупается подобная продукция, изготовитель может заверять, что изделие готово к монтажу, и его не нужно подвергать дополнительной обработке. Так как капиталка двигателя – дорогостоящая процедура, лучше в этом лично убедиться. Нужно попросить мастера проверить, действительно ли на заводе-изготовителе были соблюдены все параметры для данного типа изделий.
Для обработки гильз в мастерской должен быть специальный зажим, напоминающий корпус блока цилиндров. Он фиксируется на станине станка с соответствующей силой затяжки болтов, чтобы не повредить сами гильзы, но при этом не позволить их смещение.
Обработка новых гильз проводится в четыре этапа:
- Снимается черновой слой металла (в некоторых случаях их растачивают);
- Хонингование абразивом с зерном 150;
- Аналогичная операция с меньшим зерном (от 300 до 500);
- Очистка поверхности от металлической пыли при помощи нейлоновых щеток с применением пасты, в состав которой входят кристаллы кремния.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
