
Автомобильные дефлекторы: зачем нужны, как выбрать и установить
Для чего нужны дефлекторы на автомобиле?
Ветровики и мухобойки вовсе не «навороты», которыми, озабоченные внешними эффектами автолюбители, оснащают своего «рысака».
Установка этих аксессуаров обеспечивает:
- отсутствие слоя разбившихся насекомых на капоте и ветровом стекле;
- отведение гравия и другого опасного мусора от контакта с передними поверхностями машины;
- защиту салона то попадания воды во время дождя.
Несмотря на всю пользу дефлекторов, с завода машины выходят без них. Такие элементы снижают характеристики обтекаемости и повышают воздушное сопротивление, что, в свою очередь, приводит к повышению расхода топлива.
Поэтому автозаводы предоставляют владельцам самостоятельно искать идеальное сочетание эстетичности, безопасности и затрат на бензин.
Зато производители конструкций для автотюнинга, быстро оценив реальные потребности, начали выпускать широкий ассортимент ветровиков и мухобоек, отвечающих не только материальным возможностям, но и различным вкусовым предпочтениям.
Выбирая аксессуары к своему автомобилю, надо помнить, что универсальных отсекателей не существует. Перед покупкой дефлекторы необходимо примерить, так как они выпускаются с учётом контуров определённой марки автомобиля.

Рекомендации по выбору дефлекторов
Типы дефлекторов
- Соединение при помощи винтов — самое прочное, но предполагающее проделывание отверстий в кузове, в связи с чем не пользуется большой популярностью у автолюбителей.
- Монтаж с применением кронштейнов и зажимов.
- Посадка на двухсторонний скотч со специальными прокладками.
- Использование комбинированного крепежа.
Самыми востребованными на сегодня являются:
- Крепление оконных отсекателей под уплотнительную резинку или на клеевую основу.
- Монтаж «мухобойки» на капот посредством комбинации самоклеящихся прокладок и зажимов на саморезах.
Главное — выбрать качественные комплектующие у добросовестных производителей. В таком случае установка не составит большого труда, а эксплуатация будет долгой и комфортной.
Дефлекторы на окна
Дефлекторы на капот
Вставные и накладные дефлекторы
Желание выделить собственный автомобиль предполагает муки поиска идеального варианта, выбирая дефлекторы окон на авто. Но вот с видом аксессуаров дело обстоит просто, поскольку принципиально выделяют всего несколько типов дефлекторов. Универсальных моделей не существует, поскольку автомобили отличаются по конструкции кузова. Например, отличия заключаются в способе прилегания двери к кузову.
Отличия основаны на способе крепления элементов:
- Ветровики для автомобиля с креплением при помощи отдельных зажимов или кронштейнов.
- Устройства с креплением через эластичные накладные элементы на клейкой основе.
- Комбинированные элементы, где совмещены два указанных способа крепления.
Существуют дефлекторы на двери автомобиля, которые устанавливаются со сквозным сверлением кузовных панелей. Но ввиду отсутствия популярности таких моделей, эти устройства рассматриваться не будут.
- Фейсбук
- Гугл+
- ЖЖ
- Blogger
Подготовка поверхности и авто к установке
Для успешной работы следует запастись:
- оригинальными отсекателями для вашей модели;
- качественным скотчем, таким как: «АвтоАкс», «SIM», «СА-Пластик»;
- строительным феном;
- техническим растворителем и обтирочным материалом.
Что бы подготовить поверхность необходимо:
— Предварительно автомобиль моют, а места крепления тщательно протирают растворителем.
— Следует уделить особое внимание очистке, если кузов полировали с применением мастик, в составе которых были воск/парафин.
— Монтаж дефлекторов на клеевую основу рекомендуется проводить при отсутствии влажности и температуре не ниже +15°С.
Как безопасно удалить старый клей от дефлекторов
Процедура удаления клеевого слоя или остатков скотча требуется в случае замены отсекателей.
Предлагаем несколько способов очистки, опробованных на практике:
- Взять дрель с насадкой «ириска» и аккуратно счистить клеевой слой с рамки дверцы. В качестве насадки, некоторые мастера советуют использовать сосок от бескамерной покрышки.
- Остатки клеевой основы, после очистки дрелью, легко удаляются антиклеем.
- На следы двойного скотча нанести универсальную смазку «Хорс», оставить на 15-20 минут, а затем счистить подручным материалом.
Все методы требуют внимательности и терпения, чтобы не повредить поверхность во время работы.
Пошаговая установка дефлекторов на окна
- Приложить и закрепить монтажным скотчем отсекатели над передним и задним боковыми окнами.
- Просветить изнутри фонариком для контроля правильности положения.
- Промаркировать локализацию кромки строительным скотчем или другим удобным способом.
- Снять ветровик, обезжирить отмеченную поверхность над дверцей профессиональным праймером, спиртом или салфеткой из комплекта.
- Отслоить и отогнуть наружу защитную ленту со всех краёв на 2-3 см и приложить дефлектор к дверце, согласно маркерам.
- Придерживая одной рукой ветровик в нужном положении, другой вытянуть за кончик всю защитную ленту и прижать изделие к поверхности.
- Пройтись по краю ветошью, придавливая и, с силой проглаживая, кромку.
- Прогреть место соединения строительным феном и прогладить ещё раз.
Установка вставных дефлекторов
- Опустить стекло.
- Вставить край ветровика в верхний паз, предназначенный для входа стекла.
- К задней дверце дефлекторы крепятся на двойной скотч.
Так как в передней дверце отбойник удерживается за счёт упругости, когда контур края не совпадает с пазом, его следует немного выгнуть.
Для наглядного примера посмотрите видео
Не стоит покупать дешёвые, с плохо сточенными краями, изделия. Они препятствуют входу стекла в паз и нарушают его защитную плёнку.
Однако, даже качественные вставные ветровики подходят не всем моделям автомобилей. На некоторые марки установка дефлектора производится только с использованием клеевой основы.
Для чего нужны дефлекторы?
Как я уже говорил, главная задача — менять, отклонять воздушный поток таким образом, чтобы он не мешал водителю или наоборот работал во благо автомобиля. Коротко перечислю основные возможности ветровиков.
Защита от грязи и влаги
У некоторых автомобилей довольно плохо продумана аэродинамика, в результате авто или некоторые его части очень сильно загрязняются в дождливую или снежную погоду. Задача ветровиков исправить эту ситуацию. Например, дефлектор капота позволяет изменить воздушный поток таким образом, чтобы вся грязь из-под колес идущего впереди авто летела чуть выше лобового стекла автомобиля, тем самым делая вашу езду более комфортной и безопасной. Кроме того, это экономит омыватель и дворники вашего авто.
Дефлекторы боковых стекол также способствуют правильному «завихрению», в результате чего грязь и влага не так летит на боковые стекла. Кроме того, боковой дефлектор не дает каплям стекать с крыши авто по стеклу. Также по достоинству оценили ветровики боковых стекол любители покурить в машине. Во время движения встречный поток воздуха делает это занятие малоприятным. Ветер постоянно сбивает пепел, который залетает в машину, также нередки случаи когда раскаленный жар окурка вместо того, чтобы вылететь в окно, возвращался в салон, создавая тем самым большие неприятности…
Борьба с запотеванием
Среди многочисленных плюсов можно выделить и хорошую профилактику запотевания боковых стекол. Так боковой дефлектор, формируя правильный воздушный поток, способствует предотвращению запотевания стекол автомобиля.
Комфорт во время движения
Любители покататься с приоткрытыми окнами также оценят дефлекторы окон авто, так как они создают ровный и мягкий барьер между открытым окном и салоном. Воздух не бьет в лицо и не раздувает все, что находится в салоне. В плохую погоду дефлекторы не позволяют влаге залетать в салон, вы просто наслаждаетесь свежим воздухом.
Внешний вид
Кроме всех вышеперечисленных преимуществ и плюсов дефлекторы, это ко всему прочему, еще и неплохой способ выделиться и сделать внешность своего авто более привлекательной. При правильном подходе ветровики подчеркивают индивидуальность и изысканность облика авто.
Отдельно хочу выделить дефлекторы капота, которые нередко устанавливаются индивидуально, то есть без боковых ветровиков. Дефлекторы такого типа еще называют «мухобойками», поскольку в весенне-летний период, когда много насекомых, данный девайс здорово помогает. Меняя направление встречного потока воздуха, он предотвращает загрязнение лобового стекла. Кроме насекомых «в лицо» машине летят мелкие камни и песок, которые повреждают лобовое стекло и капот, поэтому пользу, которую дает дефлектор капота сложно переоценить.
Перед тем как купить дефлектор следует разобраться еще в нескольких вещах. Прежде всего следует уточнить способ крепления дефлектора, а также из какого материала он изготовлен. Далее обо всем этом более подробно.
По типу крепления дефлекторы разделяют на вставные, клеящиеся и те, которые крепятся на специальные кронштейны. Как уже понятно из названия, первые вставляются, вторые крепятся при помощи клея, а третьи устанавливаются при помощи специальных крепежей.
Первый вариант крепления, как правило, присущ дефлекторам на окна автомобиля, он хорош тем, что требует минимум усилий и средств. Установка происходит быстро и легко, достаточно правильно вставить ветровик в место его крепления, после чего он сам зафиксируется в нем. Недостатки данного варианта крепления в том, что спустя некоторое время дефлектор может начать болтаться, скрипеть и даже повредить стекло или уплотнитель двери.
Второй тип крепления более популярен и встречается гораздо чаще. Он предусматривает крепление дефлекторов при помощи клея, в качестве последнего используется качественный двусторонний скотч, как правило это продукция компании 3М. Принцип установки прост и понятен, производим разметку, прикидываем как все будет выглядеть и крепим. Далее обезжириваем место установки и сам ветровик, после чего клеим скотч на дефлектор и одним точным движением приклеиваем его к месту дальнейшей службы.
Видео как установить дефлекторы на стекла авто
Третий тип крепления дефлекторов, как правило, встречается на «мухобойках». Принцип заключается в том, чтобы установить специальные кронштейны, которые крепятся с обратной стороны капота и не соприкасаются с внешней стороной ЛКП. После на подготовленные кронштейны крепится само изделие. Данный тип креплений требует определенных навыков и умения, неправильная установка дефлектора капота может привести к тому, что во время движения он будет играть или не будет справляться со своей задачей. Кроме того, если неправильно закрепить дефлектор он может повредить ЛКП крышки капота, в результате чего вместо пользы вы получите большую проблему.
Материал из которого изготавливают дефлекторы
В связи с назначением ветровиков их конструкция должна быть легкой и в то же время прочной. Поэтому в качестве материала чаще всего используются полимерные составы, пластик и даже карбон. Поликарбонатные ветровики наиболее распространенные, чаще всего они прозрачные. Их стоимость и прочность не вызывает никаких вопросов, поэтому они пользуются большой популярностью.
Что касается цвета, то это дело вкуса. Чаще всего встречаются прозрачные, серые и полностью черные варианты.
Как избежать проблем при монтаже
Для того чтобы во время установки дефлекторов боковых окон не произошло каких-то нестыковок или неприятностей, необходимо придерживаться следующих правил:
— Покупая комплект, не поленитесь перебрать несколько вариантов дефлекторов, примеряя каждый из них к машине. Берите те, которые полностью прилегают к поверхности и передние не слишком длинные, чтобы не перекрывали зеркало заднего вида.
— Установку дефлекторов на автомобиль в зимнее время следует производить в тёплом сухом боксе.
— В любое время года лучше этим заниматься вдвоём. Вторая пара рук убережёт от неожиданного смещения детали во время удаления защитной ленты и облегчит все этапы работы.
— Если во время установки температура окружающего воздуха составляет менее +18-20°С, место склейки лучше прогреть строительным феном:
- при нагреве до +60°С клеевой слой набирает расчётную прочность за пару часов;
- при +18-20°С на это потребуется уже 2 суток;
- при температуре ниже +10°С прочность склейки не выдержит первого же малейшего воздействия.
— Исходя из вышесказанного, после установки ветровиков не следует мочить и пользоваться автомобилем как минимум одни сутки.
Для чего используют дефлекторы боковых окон
Название ветровики на автомобиль получили с учетом сути выполняемой работы. При установке над верхним габаритом стекла, пластиковый аксессуар выполняет защиту от проходящих потоков ветра. Пластиковые дефлекторы на двери несут следующие функции:
- отводят поток воздуха от поверхности стекла, что дает возможность приоткрывать стекло без риска создания сквозняков;
- создают защитную зону для проникновения в салон автомобиля капелек дождя и других мелких частиц и насекомых;
- обеспечивают защиту от падающих солнечных лучей.
- Фейсбук
- Гугл+
- ЖЖ
- Blogger
Таким образом, накладки на боковые стекла автомобиля призваны создать дополнительный уровень комфорта водителю и пассажирам. Многие же приобретают ветровики на окна автомобиля как самостоятельный элемент простого тюнинга авто, с целью придания свежего облика для авто.
Замена направляющих втулок клапанов – испытаем ловкость рук!
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
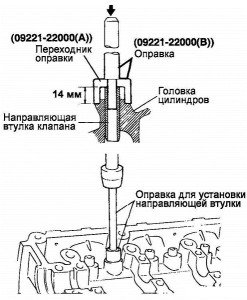
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.

Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Замена направляющих втулок клапанов – испытаем ловкость рук!

При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Лада 1988 — своими руками

Лада 2106, 1998

Лада 2106, 2002

Лада 2106, 1990

Лада 2106, 1998
Посмотреть больше машин на Дроме
Участвовать в обсуждениях могут только зарегистрированные пользователи.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
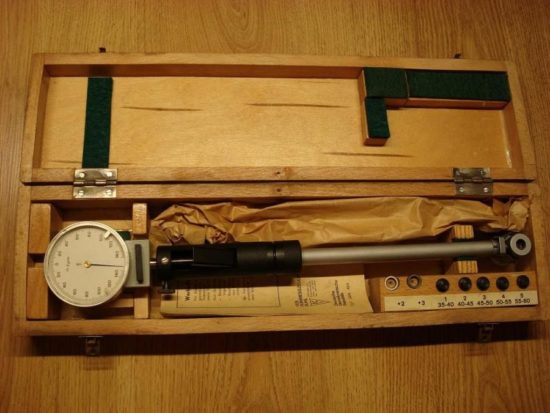
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.

Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Приветствую! Зовут меня Александр. Мне 34 года. По образованию — инженер морского транспорта.
Когда нужно менять направляющие?
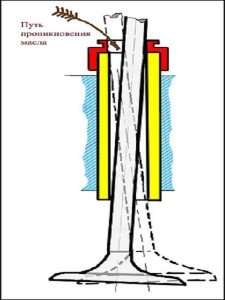
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Процесс замены
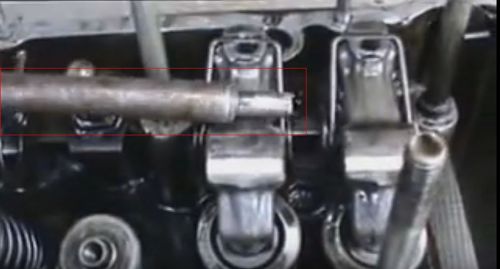
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
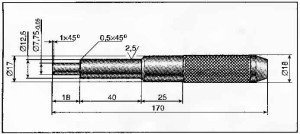
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.

Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Видео: Замена направляющих втулок клапанов.
Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Замена направляющих втулок клапанов на автомобилях ВАЗ

Характерной особенностью автомобилей отечественного производства является то, что их ремонт и техническое обслуживание вполне можно осуществлять собственными силами. Главное, наличие необходимых знаний, инструкций и желание справиться с задачей собственными силами. Но всё же в случае замены направляющих втулок клапанов, которая имеет ряд своих специфических особенностей, провести её лучше на СТО. Однако немало автомобилистов неплохо справляются с этой задачей и в собственном гараже.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
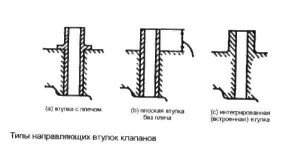
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
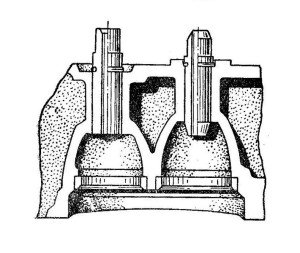
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
Видео: Замена направляющих втулок клапанов.
Направляющие клапанов на ВАЗ-2108: замена своими руками
Для чего нужны направляющие?
По сути, это основной элемент клапанного механизма на автомобильном двигателе. Конструкция и материал, из которого изготавливаются направляющие, нацелены на то, чтобы они функционировали в режиме высокой скорости и нагрузки. Кроме того, на элементы воздействует большая температура. А иногда и вовсе случаются перегрузки – в момент, когда пропадает смазка элемента.

При помощи направляющей получается установить клапан таким образом, чтобы его тарелка максимально плотно прилегала к ГБЦ. Только в этом случае возможно увеличить степень сжатия, а следовательно, и мощность.
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.
Схема головки блока цилиндров ВАЗ 2106
Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Что происходит при деформации?
Как вы понимаете, при работе двигателя может произойти буквально все что угодно. Направляющие элементы подвергаются перегреву, нарушается соосность со стержнем клапана, в итоге ухудшаются параметры мотора. При постоянных нагрузках элемент разбивается еще сильнее, разрушается фаска седла. И в лучшем случае вам придется заменить седло и клапан, так как последний прогорит.
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов. Кроме того, приходит в негодность катализатор и лямбда-зонд (датчик кислорода). И даже если вы произведете установку новых колпачков, проблема не исчезнет надолго.
По теме: Клапана ГАЗ-53: регулировка. Грузовые автомобили
Размеры направляющих втулок клапанов ваз 2108
Наружная пружина: высота в свободном состоянии 45,2 мм
высота под нагрузкой 26,0+1,7 кгс 33,7 мм
высота под нагрузкой 46,2+2,4 кгс 24,7 мм
Внутренняя пружина: высота в свободном состоянии 34,1 мм
высота под нагрузкой 9,0+0,8 кгс 29,7 мм
высота под нагрузкой 27,5+1,5 кгс 20,7 мм.
а – седло впускного клапана б – седло выпускного клапана I – новость седло Ii – седло дальше ремонта
Величина зазоров между клапаном и направляющей втулкой, мм: номинальный промежуток для впускных клапанов 0,022-0,055
номинальный промежуток для выпускных клапанов 0,029-0,062
предельно допустимый промежуток для впускных и выпускных клапанов 0,3
Если промежуток меньше предельно допустимого, попробуйте заменить клапан. Если промежуток преувеличивает предельно допустимый, подмените направляющую втулку.порядо. Осуществления 1. Вымойте части головки блока в бензине, протрите и просушите их. 2. Очистите камеры сгорания от нагара. Исследуйте головку. Если на ней есть трещины или последствия прогара в камерах сгорания, подмените головку. 3. Измерьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого установите металлическую линейку ребром на плоскость головки по центру вдоль, а далее по диагоналям и замерьте щупом промежуток между плоскостью головки и линейкой. Подмените головку, если промежуток превысит 0,1 мм. 4. Очистите нагар с клапанов. Это можно исполнять подходящим металлическим приспособлением.
6. Дефекты рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифофать на особом станке. При шлифовке стоит выдержать размеры, заданные на рисунке. В скобках даны отличающиеся размеры для двигателя Ваз-21083 (см. примечания)..
5. Исследуйте клапаны. Подмените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация вала клапана, коробление тарелки клапана, последствия прогара. Неглубокие риски и царапины на рабочей фаске можно убрать притиркой клапанов. 7. Измерьте положение пружин клапанов. Искревленные, поломанные или имеющие трещины пружины подмените. Измерьте упругость пружин. Для этого проверьте высоту пружин в свободном состоянии, а далее под двумя различными нагрузками. Если пружина не соответсвует требуемым параметрам, подмените ее (см. примечания).
Из чего делают направляющие?
Существует несколько разновидностей направляющих, которые делятся по материалу, из которого они изготавливаются:
- Латунь.
- Бронза.
- Сплавы чугуна.
- Металлокерамика.
Лидеры по стоимости и теплопроводности – это элементы, изготовленные из латуни и бронзы. Именно поэтому большая часть изделий делается именно из этих материалов. Металлокерамические имеют хорошие характеристики, но стоимость у них в несколько раз выше, и рядовым автомобилистам зачастую они недоступны.
Замена направляющих втулок клапанов – испытаем ловкость рук!
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как определить износ?
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.
Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
По теме: Стоит ли покупать «Ладу-Весту»: мнение экспертов
Впрочем, лучше всего при капитальном ремонте выполнить замену направляющих клапанов. Все равно для замеров нужно снимать ГБЦ. А это самое сложное в процедуре ремонта.
Зачем нужны направляющие втулки?
Сначала и середине прошедшего века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но потом производители отказались от металлических головок из-за огромного веса и недостающего отведения излишков теплоты, а им на замену пришли лёгкие ГБЦ из дюралевых сплавов. Эти металлы владеют прелестной теплопроводимостью, но слабо противостоят износу от трения.
Чтоб решить делему, была выдумана направляющая втулка
— посредник меж мягеньким сплавом головки цилиндров и железным стержнем клапана, повсевременно передвигающимся вверх-вниз в процессе работы. Сделанная из чугуна либо специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а вовнутрь с наименьшим зазором вставляется клапан.
На схеме мотора показано размещение направляющих втулок
Сама втулка представляет собой полый цилиндр, изготовленный точно по размерам под определённую модель автомобиля. Внешняя поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В высшей части направляющей детали изготовлена неглубокая подборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Бронзовые втулки для ВАЗ две тыщи 100 девять на вид все схожие
Втулки делают последующие функции:
- как явствует из наименования, они направляют движение клапана, чтоб его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашечка очень греется в камере сгорания, а втулка передаёт это тепло дюралевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ две тыщи 100 6 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его высшая часть наименьшего поперечника на несколько мм выступает над поверхностью. Это нужно, чтоб установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из высшей части мотора попадать в камеру сгорания через внутреннее отверстие втулки.
Так смотрится выступающая часть, куда надевается маслосъёмный колпачок
Как снять старые направляющие
Перед тем как начинать ремонт, нужно ГБЦ прогреть до 100 градусов. За счет того, что алюминий расширяется сильнее латуни или бронзы, извлечь направляющие будет немного легче.
Что нужно учесть при демонтаже:
- Для извлечения лучше всего использовать выколотку (специальную оправку). Конечно, стоимость инструмента довольно высокая, но с его помощью у вас получится выпрессовать втулку четко по оси. Но допускается использовать простые и пневматические молотки.
- Довольно часто случается так, что втулка выходит плохо. Придется прибегнуть к помощи дрели – нею нужно высверлить направляющую. Зачастую ее не нужно полностью высверливать, достаточно просто уменьшить толщину стенок.
- Обратите внимание на то, что у посадочного гнезда должна быть максимально гладкая поверхность. Не допускается наличие царапин, различного рода шероховатостей, иных дефектов, даже незначительных.
После проведения выпрессовки старых втулок, нужно тщательно очистить внутренние посадочные поверхности.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров. Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Как поставить новые втулки?
Прежде чем начинать установку направляющих клапанов 2108, нужно определить фактический натяг. Для того чтобы это сделать, потребуется измерить диаметры втулок и посадочных мест под них в головке. Максимальная разница должна быть 0,05 мм. В том случае, если гнездо чересчур маленькое, то придется подбирать втулку меньшего диаметра, и наоборот.
По теме: Как отключить WebRTC в разных браузерах?
Непосредственно перед запрессовкой втулок требуется прогреть головку, а сами направляющие обработать при помощи жидкого азота. Не всегда только такой имеется в гараже. Поэтому положите детали на несколько часов в морозильную камеру – в результате охлаждения они уменьшатся в диаметре.
Процедура выпрессовки выполняется в обратном порядке. Для того чтобы установить элементы, нужно использовать молоток (простой или пневматический) и оправку. Аккуратными ударами нужно забивать в посадочные отверстия элементы. И также рекомендуется обработать машинным маслом направляющие клапанов ВАЗ-2108, чтобы запрессовка произошла легче.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Почему происходит деформация, ее последствия
При работе двигателя направляющая втулка изнашивается, поэтому может нарушиться соосность со стержнем клапана. В итоге элемент разбивается сильнее, клапан «гуляет», к седлу прилегает не очень плотно. Это приводит к тому, что фаска седла разбивается. В итоге происходит прогар клапана. Для ремонта необходимо провести его замену, а также сменить седло. И конечно же, сделать замену направляющих втулок клапанов на ВАЗ-21083.
Вам будет интересно:Коды ошибок «Опель Астра»: причины, диагностика, расшифровка и способы сброса ошибки
Кроме того, из-за непостоянства клапана приходят в негодность маслосъемные сальники. Они не удерживают масло при увеличении углового смещения стержня. В результате в камеры сгорания попадает масло, его расход увеличивается. Следовательно, появится на клапанах нагар, вредных выбросов из выхлопной трубы станет в разы больше. В результате вы можете попасть на замену лямбда-зонда или катализатора (на инжекторных моторах). Причем нужно отметить тот факт, что замена колпачков не поможет, так как даже новые вскоре придут в негодность.
Замена направляющих втулок клапанов и седел
Исходим из того, что трещин в головке двигателя нет, а клапанные седла имеют износ. Расскажем как заменить направляющие втулок клапанов и седел клапанов.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.

Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки седел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — это притирка клапанов. Сегодня при профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Замена направляющих втулок клапанов на автомобилях ВАЗ 2106 и 2109

Казалось бы, что такая маленькая по своим размерам деталь, как направляющая втулки клапана двигателя, не играет большой роли в функциональной работе самого автомобиля. Но оказывается, что это не так. В чем заключается важность данной детали? Какие существуют причины, которые могут ее вывести из строя? Как правильно производится замена направляющих втулок клапанов ВАЗ-2109?
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.
Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.
Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструмент
Причины замены направляющих втулок клапанов ВАЗ-2109
Среди причин, которые ведут к замене направляющего элемента клапана двигателя ВАЗ-2109, специалисты называют износ данной детали. Его можно определить по следующим признакам:
- Попадание моторного масла непосредственно в камеру сгорания (об этом стоит судить по возросшему маслопотреблению и дыму серого цвета из выхлопной трубы).
- Постукивание со стороны головки блока двигателя (это стучат друг о друга втулка и клапан).
- Снижение мощности автомобильного двигателя.
Также неисправность направляющего элемента можно заметить визуально при замене комплекта клапанов и при проведении капитального ремонта головки блока двигателя.
Как только владелец автомобиля заметит признаки, свидетельствующие о выходе из строя направляющих элементов, не теряя времени, следует произвести их замену на новые. Это можно сделать как самостоятельно в гаражных условиях, так и с помощью квалифицированных специалистов автосервиса.
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.
Инструмент для выпрессовки и запрессовки направляющих втулок
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Установка направляющих втулок на ВАЗ 2109
- Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается.
Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником
Подводка седла клапанов ВАЗ 2109 при помощи шарошки
О технологиях ремонта направляющих втулок клапанов
О технологиях ремонта направляющих втулок клапанов
Самое не гуманное оружие массового поражения – время.
Одним из основных требований качественного ремонта головки блока цилиндров (ГБЦ) является обеспечение герметичности сопряжения «седло-клапан». Операции обработки фасок клапанов и седел по праву считаются важнейшими и ответственными в технологической цепи ремонта головок блока. Но существует и не менее ответственная операция – замена (или восстановление) направляющих втулок, которые являются технологической базой для последующей обработки седла.
Нередко при перепрессовке втулок происходит смещение оси отверстия, что при большом «перекосе» не позволяет обработать рабочую фаску седла одинаковой ширины по всей окружности. В результате этого нарушается теплоотвод, и впоследствии возможно прогорание седла или тарелки клапана. Кроме того, «перекос» оси приводит к ускоренному износу стебля и торца клапана. Причины возникновения таких ситуаций банальны – это нарушения технологии ремонта и нестабильное качество запасных частей (втулок), которые выпускают не только российские, но и зарубежные производители.
Цель этой статьи заключается в ознакомлении читателей с различными технологиями ремонта направляющих втулок клапанов и с организацией входного контроля качества запасных частей.
Необходимым условием качественного ремонта ГБЦ является дефектовка направляющих втулок. Производится она с помощью нутромеров или калибров (рис 1).
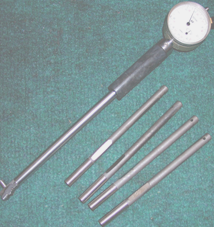 Нутромер и цилиндрические калибры позволяют осуществить дефектовку направляющих втулок с точностью 0,01 мм.
Нутромер и цилиндрические калибры позволяют осуществить дефектовку направляющих втулок с точностью 0,01 мм.
На практике, большинство ГБЦ поступающих в ремонт, имеют втулки с износом превышающим допустимый (обычно 0,15 мм и более). Как правило, «выпускные» втулки изношены больше «впускных», что объясняется их повышенной термонагруженностью. Традиционно, износ втулки в горизонтальном сечении имеет ярко выраженный эллипс с большей осью в плоскости качания коромысла (вращения кулачка распред. вала), а в вертикальном сечении напоминает «корсет». Таким образом, максимальный износ отверстия втулки следует искать в плоскости качания коромысла (вращения кулачка) со стороны камеры сгорания.
В зависимости от степени износа или наличия других дефектов направляющих втулок автомеханик должен выбрать наиболее рациональную технологию их ремонта. Возможны следующие варианты:
1. Экспресс-метод восстановления отверстия втулки
Восстановление отверстия втулки можно выполнить без ее выпрессовки из ГБЦ за счет применения метода пластического деформирования металла. Используя комплект инструмента для восстановления направляющих втулок от компании Neway (США) можно восстанавливать втулки с диаметрами отверстий от 6 до 12 мм (рис 2). Степень восстановления изношенного отверстия во втулке обуславливается ее материалом. Например, втулки изготовленные из цветных материалов с износом до 0,5 мм восстановить еще можно, а втулки из высокопрочного чугуна или металлокерамики только с износом до 0,15 мм. Следует отметить, что данная технология широко применяется в России.
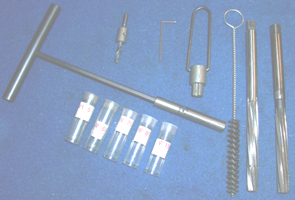 Рисунок 2. Комплект для восстановления направляющих втулок от компании Neway
Рисунок 2. Комплект для восстановления направляющих втулок от компании Neway
Уменьшение диаметра отверстия происходит при раскатывании поверхности роликами-ножами. После применения этой технологии на поверхности отверстия втулки остается спиральный желобок, который в дальнейшем:
- увеличивает маслоемкость поверхности, а значит, улучшаются условия смазки в этой паре трения;
- создает газолабиринтное уплотнение в сопряжении, а значит, меньше масла попадет в камеру сгорания;
- упрочняет поверхность отверстия втулки за счет уплотнения поверхности роликом (эффект наклепа).
Поскольку за счет спиральной канавки поверхность отверстия во втулке уменьшается всего на 10…15%, то ее наличие практически не скажется на ресурсе работы ГБЦ, т.к. при работе мотора клапан во втулке колеблется в пределах теплового зазора. Стебель клапана никогда не контактирует со втулкой по всей поверхности отверстия.
Восстановление поверхности отверстия втулки считается выполненным хорошо, если после разворачивания его в размер вы увидите состояние «очищенного оружейного ствола», т.е. без участков поверхностей, необработанных разверткой.
2. Метод гильзования втулок
За рубежом достаточно широко применяется технология восстановления направляющих втулок путем установки в них тонкостенных гильз, изготовленных из специальных сплавов меди (рис. 3).
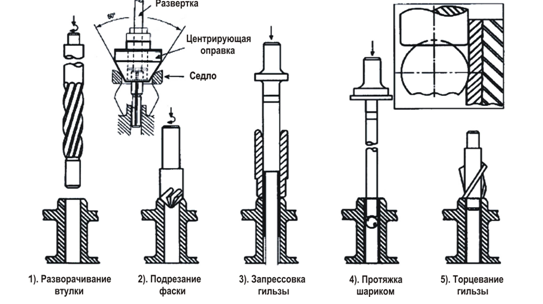 Рисунок 3. Последовательность выполнения операций при восстановлении направляющей втулки методом гильзования.
Рисунок 3. Последовательность выполнения операций при восстановлении направляющей втулки методом гильзования.
Для надежного применения этой технологии недостаточно иметь только комплект инструментальной оснастки – необходимо строго соблюдать режимы и последовательность выполнения операций. Следует отметить, что самой ответственной операцией здесь является протяжка отверстия шариком.
Таким образом, основным достоинством технологий восстановления втулок является сохранение ремонтопригодности ГБЦ за счет исключения операции перепрессовки втулок.
3. Традиционная технология замены втулок
Алюминиевые ГБЦ обычно нагревают до температуры 110ºС. С чугунными ГБЦ работают без их нагрева. Втулки надо выпрессовывать с помощью специальных оправок и пневмомолотка или гидравлического пресса. Это обеспечит приложение нагрузки по оси втулки и минимизирует повреждения отверстия (посадочного места) втулки в ГБЦ. При запрессовке втулок они сначала охлаждаются в жидком азоте, а затем с помощью специальных оправок устанавливаются в головку блока. После запрессовки, отверстие втулки необходимо обработать в размер, обеспечивающий сопряжению «втулка – клапан» необходимый тепловой зазор. Эти размеры указаны в специальной технической литературе.
Обработка отверстия втулки обычно производится разверткой со стороны клапанных пружин. Для обеспечения требуемой точности (погрешность + 0,01 мм на диаметр) необходимо использовать специальные развертки.
При перепрессовке втулок традиционным способом особое значение имеет качество поставляемых запасных частей. Характерным примером могут послужить диаграммы изменения нагрузок при выпрессовке втулок, имеющих близкие значения длины запрессованной части втулки. Например, выпрессовка направляющей втулки MAN производится с меньшими максимальными усилиями и более плавным изменением нагрузки, чем втулки ЯМЗ-238 (см. рис. 4), что объясняется разницей в величинах отклонения формы и чистоты обработки их сопрягаемых поверхностей.
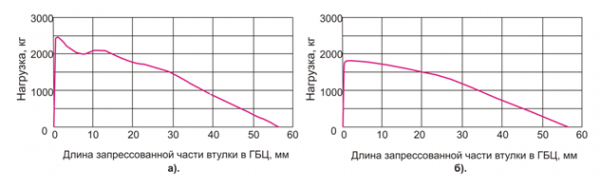 Рисунок 4. Зависимость изменения нагрузки при выпрессовке втулок выпускного клапана ЯМЗ-238 (а) и MAN (б).
Рисунок 4. Зависимость изменения нагрузки при выпрессовке втулок выпускного клапана ЯМЗ-238 (а) и MAN (б).
Втулки поставляемые в запчасти, могут иметь ремонтный размер как отверстия, так и посадочной поверхности. Известно, что втулка устанавливается в ГБЦ с натягом, который в большинстве случаев составляет 0,03…0,06 мм. Однако, при выпрессовке втулок нередко возникают случаи повреждения поверхности отверстия в ГБЦ. Если эти дефекты (продольные риски, «вырывы» металла и т.п.) имеют глубину более 0,02 мм, то необходима доработка отверстия с помощью разверток под установку новой втулки ремонтного размера. При наличии незначительных повреждений поверхности при установке новых втулок целесообразно использование высокотемпературных анаэробных клеев. В противном случае не исключена возможность попадания масла в камеру сгорания через щели между втулкой и корпусом ГБЦ.
Для повышения ремонтопригодности ГБЦ, в которой имеются глубокие риски в отверстиях, экономически целесообразно произвести разворачивание этих отверстий «как чисто», а втулку ремонтного размера доработать по посадочной поверхности, т.к. технологически проще обработать «вал» в требуемый размер, чем «отверстие».
При входном контроле качества запасных частей, особенно отечественного производства, необходимо проверять следующие геометрические параметры втулки:
- эксцентриситет (смещение осей отверстия и посадочной поверхности);
- угловое смещение осей;
- эллипсность посадочного цилиндра;
- соосность расположения посадочного цилиндра под маслосъемный колпачок с осью отверстия.
Вышеуказанные параметры можно проконтролировать с помощью специального прибора (рис. 5), разработанного в ГОСНИТИ.
 Рисунок 5. Прибор для определения геометрических параметров направляющей втулки.
Рисунок 5. Прибор для определения геометрических параметров направляющей втулки.
При наличии дефектов геометрии направляющей втулки, например, несоосности отверстия и посадочного места, исправить их обработкой сверлом, зенкером или разверткой не представляется возможным, так как ось отверстия после обработки этими инструментами практически будет сохранена. Поэтому такие втулки должны отбраковываться на стадии входного контроля.
Для количественной оценки влияния отклонения оси направляющей втулки и оси седла клапана на величину съема материала при обработке фаски была разработана математическая модель. Для простоты понимания процесса мы рассмотрим только частный вариант применения универсальной кинематической схемы обработки фасок (рис. 6), т.е. без учета действующих при резании сил и жесткости инструментальной оснастки. Считаем, что касание резца с седлом рассматривается как точка. Рассмотрим нередко встречающийся на практике случай – угловое смещение оси отверстия втулки.
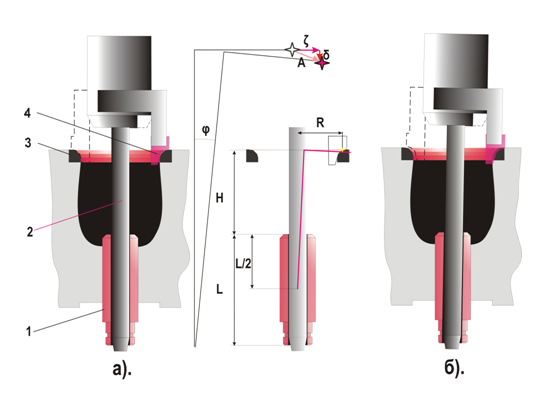 Рисунок 6. Расчетная схема углового смещения осей направляющей втулки и седла при его обработке: а). направляющая втулка без углового смещения осей; б). направляющая втулка с угловым смещением осей. 1-направляющая втулка; 2-направляющий пилот; 3-седло клапана; 4- резец (нож).
Рисунок 6. Расчетная схема углового смещения осей направляющей втулки и седла при его обработке: а). направляющая втулка без углового смещения осей; б). направляющая втулка с угловым смещением осей. 1-направляющая втулка; 2-направляющий пилот; 3-седло клапана; 4- резец (нож).
Расчет смещения точки резания производится по несложным формулам:
- осевое смещение точки резания, мм: δ = sinφ(R+(L/2+H)tg(φ/2));
- радиальное смещение точки резания, мм:
- ζ = R(cosφ – 1) + tg(φ/2)(L/2+H)(cosφ + 1);
- суммарное смещение точки резания, мм: А = (δ2 + ζ2)0,5.
Суммарное смещение точки резания количественно характеризует величину съема металла седла до достижения момента, с которого резец начнет обрабатывать седло по всей окружности. Для формирования равномерной по окружности ширины фаски, согласно опытным данным, необходимо снять ещё 0,1… 0,2 мм.
Угол отклонения осей φ связан с результатами измерений на приборе следующей зависимостью: tg φ = (e12+e22)0,5/L = e/L, где: e1,e2 – эксцентриситет отверстия втулки относительно посадочной поверхности втулки соответственно в двух плоскостях; e – суммарный эксцентриситет; φ – угол смещения осей, град; R – радиус седла, мм; L – длина направляющей втулки, мм; H – высота расположения плоскости резания седла, проведенной через точку касания резца от верхнего торца втулки, мм.
Результаты расчета по итогам выборочной проверки втулок ненадлежащего качества показаны в табл. 1. Например, для впускного клапана двигателя ЗМЗ-402 (рис. 7), при отклонении осей втулки (эксцентриситете) в 0,42 мм, максимальный съем металла седла составляет 0,60 мм. На такую глубину врезается резец до момента обработки по всей окружности седла непрерывно. Затем для формирования полной ширины фаски необходимо «вырезать» еще около 0,2 мм. Итого, при наличии указанной несоосности, рабочая фаска седла опустится глубже своего прежнего положения на 0,8 мм.
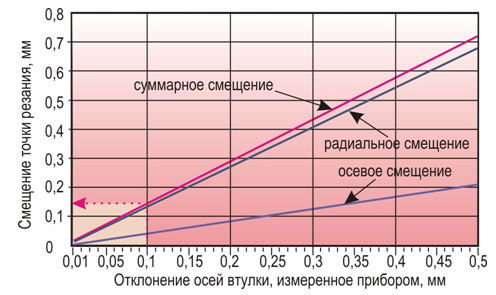 Рисунок 7. Зависимость смещения точки резания при обработке седла от эксцентриситета отверстия направляющей втулки ЗМЗ-402.
Рисунок 7. Зависимость смещения точки резания при обработке седла от эксцентриситета отверстия направляющей втулки ЗМЗ-402.
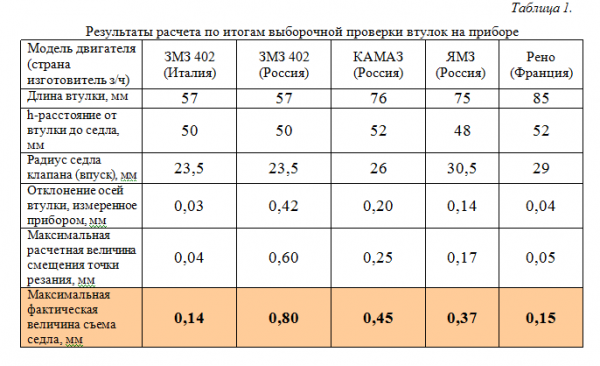
Наша практика показала, что втулки, суммарный эксцентриситет которых превышает 0,10 мм (рис. 7), устанавливать нежелательно по следующим причинам: – увеличиваются затраты времени на последующую обработку седла; – растет себестоимость ремонта; – не обеспечивается равномерность ширины рабочей фаски седла; – снижение ремонтопригодности ГБЦ из-за перспективы замены седел. Следует отметить, что разная величина съема материала по окружности седла снижает его жесткость, вследствие этого может снизиться ресурс работы сопряжения «седло – клапан».
Повышенный «перекос» осей неизбежно приводит к увеличению глубины утопания тарелки клапана, что недопустимо для дизельных, а также бензиновых двигателей, в которых регулировка теплового зазора клапана осуществляется гидрокомпенсаторами или регулировочными шайбами. При выходе из допустимых значений утопания тарелки клапана, седло придется заменить. А это потребует достаточно много времени. Не лучше ли избежать перспективы замены седел на стадии входного контроля качества запасных частей, т.е., семь раз отмерить и один раз сделать правильно?!
Как говаривал наш общий знакомый: «Время – деньги! …», так давайте же их «ковать» за счет повышения уровня своего профессионализма.
